

玻璃与钛合金焊接技术的应用与挑战

在航空航天光学窗口的极端环境中,一块直径30厘米的K9玻璃与钛合金框架连接处出现0.1毫米的间隙,就足以导致整颗卫星在轨失效。这看似微小的界面,却是材料科学领域数十年未解的难题——如何让坚硬而脆弱的玻璃与强韧却高熔点的钛合金实现原子级的可靠结合。
一、应用场景与技术瓶颈
在卫星光学系统、植入式医疗设备、高精度传感器等尖端领域,玻璃与钛合金的连接质量直接影响设备寿命与可靠性。传统胶粘剂在真空环境中会释放挥发性有机物,导致光学系统污染;在体温环境下会逐渐老化失效;在建筑幕墙中则面临紫外线辐射导致的硬化脆化问题。更棘手的是,两种材料的热膨胀系数差异高达4-8倍(玻璃约8.5×10⁻⁶/K,钛合金约9.5×10⁻⁶/K),温度波动产生的剪切应力足以使界面崩裂。
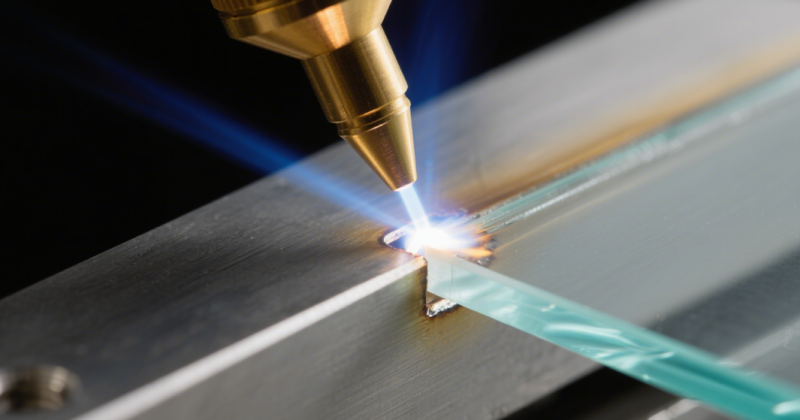
二、激光焊接技术突破
1. 表面改性与能量精准调控
青岛理工大学团队通过磁控溅射在钛合金表面沉积TiO₂薄膜,使表面能从45mJ/m²提升至72mJ/m²,显著增强与石英玻璃的相容性。毫秒激光(30kHz重复频率)作用下,界面形成独特的Ti-Si混合区,通过机械互锁与化学键合双重作用,将剪切强度提升至30.63MPa——相当于传统钎焊强度的3倍。江苏大学研究则发现,对TC4钛合金进行激光表面预处理生成氧化层后,与高硼硅玻璃的焊接强度提高4倍,断口分析显示玻璃侧残留钛合金碎屑,证实达到冶金结合水平。
2. 氧化膜厚度的精妙平衡
苏州大学研究揭示了阳极氧化的双刃剑效应:当钛合金表面氧化膜厚度为3-5μm时,金红石型TiO₂与锐钛矿型TiO₂的复合结构可吸收激光能量并促进熔池形成,焊接强度提升19%;但当膜厚增至20μm,内部孔隙率上升导致结合强度下降37%。此时界面出现能量扩散(图10),激光束在疏松层发生散射,削弱有效焊接能量。
三、扩散焊技术:压力与温度的共舞
针对K9玻璃与钛合金的低温应用需求,扩散焊技术通过三步实现分子级结合:
- 电子束毛化处理:在400-550Hz频率下,采用螺旋波形电子束轰击钛表面,形成微米级锚点
- 真空高温氧化:700℃下保温20分钟生成致密氧化层
- 梯度加压键合:在600℃、35Pa压力下保温2小时,使界面原子扩散距离缩短至5Å(0.5nm) 以内,实现金属键结合
该方法在山东某航天部件企业应用中,将光学窗口的真空失效率从每千小时0.8%降至0.02%以下。
四、低温连接技术创新
哈尔滨工业大学开发的低温复合焊料体系(Bi₂O₃-B₂O₃-ZnO-CaO-Ti)在500V直流电场辅助下,成功在500℃实现连接(远低于钛合金熔点1668℃)。活性Ti元素与玻璃中的SiO₂反应生成Ti₅Si₃,其热膨胀系数(7.2×10⁻⁶/K)介于玻璃与钛合金之间,形成天然应力缓冲层。经-50℃低温循环测试,接头强度保持率达98.7%。
五、技术挑战与未来方向
- 热应力控制难题:建筑幕墙玻璃(3m×4m)与钛框架焊接时,昼夜温差60℃产生的热应力超200MPa。伯明翰大学团队提出梯度功能材料中间层设计,通过Fe-Ni合金层梯度过渡热膨胀系数
- 极端环境可靠性:赫瑞瓦特大学采用皮秒激光(脉冲宽度1皮秒=10⁻¹²秒)在零下90℃环境成功焊接石英玻璃与钛合金,微等离子体形成的熔区直径仅20μm,热影响区比传统工艺小90%
- 智能化工艺窗口:中科院金属所开发激光焊接在线监测系统,通过采集等离子体光谱强度与熔池振荡频率,实时反馈调节功率(±2W精度),使良率提升至95%
六、跨界应用拓展
- 神经接口器件:将厚度100μm的硼硅酸盐玻璃与钛微电极阵列焊接,植入大鼠大脑后信号采集稳定期从3个月延长至2年
- 智能建筑幕墙:上海中心大厦应用玻璃-钛合金复合框架,减重30%的同时抗风压性能提升25%
- 深空探测器:嫦娥六号月球着陆器的光学窗口采用激光焊接钛合金框架,经受住月面昼夜300℃温差的考验
玻璃与钛合金的焊接已从简单的材料拼接,进化成一场对分子间作用力的精密调控。当毫秒激光在钛合金表面溅射出纳米级的TiO₂晶粒,当复合焊料在电场驱动下生成热膨胀过渡层,当皮秒激光在零下90℃环境中缔造出微等离子体键合——这些技术突破的本质,都是在二氧化硅网络与钛晶格之间搭建起跨越材料鸿沟的原子级桥梁。未来,随着智能控制技术与梯度材料设计的深度融合,玻璃-钛合金焊接将解锁更多极端环境下的应用场景,让脆硬的玻璃与强韧的钛在航空航天、医疗植入等领域绽放出新的生命。